ISSN: 2788-6549 | ISNN-L: 2788-6549
https://doi.org/10.33996/maya.v3i1.6
Volumen
3 | No. 1
Enero
– junio 2021
Páginas
70 - 86

Co-Proceso de combustibles alternos en la
industria del cemento: una alternativa para la eliminación de desechos sólidos
Co-Process
of alternative fuels in the cement industry: an alternative to solid waste
disposal
Luis Alberto Terán Calderón
teran.calderon@gmail.com
Código ORCID: 0000-0001-7876-2898
Universidad Andina Simón
Bolívar,
Sucre - Bolivia
Artículo recibido junio 2020
/ Arbitrado en octubre 2020 / Aceptado en octubre 2020 / Publicado en
enero 2021
RESUMEN
La investigación tuvo como objetivo
analizar a nivel técnico y económico la posibilidad de incorporar un co-proceso
de combustibles alternos en la industria del cemento; mediante un estudio mixto
de corte transversal que según la etapa tuvo alcance exploratorio, descriptivo
o aplicado. Con base en los avances tecnológicos desarrollados en Alemania se
estudió las condiciones existentes en el municipio de Sucre – Bolivia, que
permitan aprovechar la generación de residuos sólidos en el co-proceso de la
cementera local.
Como resultado, se determinó que, en
este contexto, la incorporación del co-proceso permitiría mantener la calidad
actual del cemento; generaría beneficios medio ambientales y de carácter
social; tendría un ROI de 13 años y 9 meses. Se concluye que este cambio de
combustible en la producción de cemento permitiría la eliminación de residuos
sólidos en una sinergia entre el municipio y la industria, que promueva el
desarrollo sostenible.
Palabras clave:
Proceso; Combustible; Cemento; Desechos sólidos; Basura
ABSTRACT
The purpose of the research was to
analyze at a technical and economic level the possibility of incorporating a
co-process of alternative fuels in the cement industry; through a mixed
cross-sectional study that, depending on the stage, had an exploratory,
descriptive, or applied scope. Based on the technological advances developed in
Germany, the existing conditions in Sucre - Bolivia were studied, which will
take advantage of the generation of solid waste in the co-process of the local
cement company.
As a result, it was determined that, in
this context, the incorporation of the co-process will allow maintaining the
current quality of the cement; it would generate environmental and social
benefits; It will have an ROI of 13 years and 9 months. It is concluded that
this change of fuel in cement production will allow the elimination of solid
waste in a synergy between the municipality and the industry, which promotes
sustainable development.
Key words: Process; Fuel;
Concrete; Solid waste; Garbage
INTRODUCCIÓN
La
producción del cemento involucra un alto consumo energético; el proceso propio
de transformación del carbonato de calcio CaCO3 (Caliza) en clinker se realiza
a altas temperaturas, en un promedio de 1450 °C; asimismo, se utilizan
combustibles fósiles como carbón, petróleo y gas natural (a partir de ahora
GN). La disponibilidad de reservas gasíferas en Bolivia hace que el GN sea
empleado en la industria cementera nacional. La producción de cemento viene
también acompañada de altas emisiones de CO2 (Gante, 2007 & Goetz-Neunhoeffer,
2012), llegando a valores de 0, 825 t de CO2 por tonelada de
clinker producida (Ludwig, 2013).
El
co-proceso en la industria del cemento es una forma de aprovechar la energía
calorífica de materiales presentes en los desechos sólidos; asimismo, repercute
en el cuidado del medio ambiente fomentando el consumo racional de combustibles
fósiles no renovables, sin afectar la calidad del producto final (FLSmidth,
2013).
El municipio
de Sucre, con aproximadamente 281 000 habitantes al 2017 (INE, 2018), generaba
el año 2013 diariamente 170 toneladas de basura (EMAS, 2014). Este alto volumen
de materiales sólidos en la actualidad ya ha sobrepasado la capacidad de una
eliminación a cielo abierto en botaderos municipales denominados “rellenos sanitarios”;
sin un control ni tratamiento adecuado, no exentos de costos económicos, se
corre el riesgo de daños al medio ambiente. La administración de estos rellenos
sanitarios está a cargo del departamento de Manejo de Residuos Sólido
dependiente del gobierno municipal.
Asimismo, la
Fábrica Nacional de Cemento (FANCESA) desarrolla actividades industriales en
este municipio, con una importante participación en el Producto Interno Bruto
(PIB) departamental, y una producción anual de 970 000 tdc (toneladas de
cemento) (FANCESA, 2019). Los residuos sólidos (a partir de ahora denominados
RS) generados en Sucre contienen materiales con poder calorífico suficiente
para ser utilizados como fuente de energía en la producción del cemento.
Esta
investigación se enfocó en analizar a nivel técnico y económico la posibilidad
de incorporar un co-proceso de combustibles alternos en la industria del
cemento en Sucre, como una medida para la eliminación tecnológica de RS. Con
este propósito los apartes del artículo científico son: análisis la relación a
la generación de RS y la logística de almacenamiento en este municipio; estudio
de las variables que intervienen en el co-proceso de combustibles alternos en
la industria del cemento; propuesta y análisis técnico y económico del
co-proceso. En forma emergente se planteó la necesidad de la valoración de una
planta de manejo de RS.
METODOLOGÍA
Ésta es una
investigación de corte transversal y enfoque mixto, con principal aporte
cuantitativo que se desarrolló en tres etapas: 1) diagnóstico del municipio de
Sucre con relación a la generación de RS; 2) descripción y análisis de las
variables que intervienen en el co-proceso en la industria del cemento; 3)
análisis técnico y económico de la incorporación de dicho co-proceso.
El diseño
metodológico varió según la etapa. La primera etapa requirió del enfoque
cualitativo, tuvo alcance descriptivo y aplicó las técnicas de la entrevista,
la consulta a expertos y la revisión bibliográfica de la experiencia
internacional: Polysius (2008), FLSmidth
(2013), Loesche (2009), Bosold y Pickhardt (2014), Duda (1985), Braun (2002),
Kropp (2012), CEMBUREAU (2009) y Karstensen (2012).
La segunda parte tuvo enfoque mixto, alcances exploratorio, descriptivo y
analítico, principalmente se aplicaron las técnicas: revisión bibliográfica,
para el análisis de la evolución del empleo y grados de sustitución de materias
primas alternativas (AFR en inglés) en países que tiene desarrollada esta
tecnología; y la observación participativa, para el estudio del proceso
productivo de FANCESA. Finalmente, con un enfoque cuantitativo, la tercera
etapa tuvo alcance aplicado en cuanto al estudio técnico se refiere y alcance
descriptivo en cuanto al análisis económico.
Se hizo un
análisis de la evolución del empleo y grados de sustitución de AFR en países
que tiene desarrollada esta tecnología. La situación anterior/actual del manejo
de RS y su futuro manejo basado en su poder calorífico. Las capacidades de
producción y consumo de energía y su relación causa-efecto: volúmenes de
combustible y ahorro energético desde la perspectiva económica. En el ámbito
local se hizo un análisis de desarrollo tecnológico, consumos energéticos, en
la cementera local con base en las memorias anuales publicadas en la última
década. Situación similar con el manejo de RS a cargo de Entidad Municipal de
Aseo Urbano Sucre (EMAS).
Asimismo, se
determinaron los poderes caloríficos de los materiales presentes en los RS de
Sucre y la ubicación física óptica para la introducción de AFR en un co-proceso
en la industria del cemento. Se desarrolló un análisis matemático de los
consumos energéticos en un sistema de calcinación, la evaluación de poderes
caloríficos del GN para ser comparados con AFRs y cálculo de costos de la
energía consumida.
Por otra
parte, el juicio de expertos permitió consultar a profesionales con
experiencias teórica y práctica en el área de implementación de co-proceso y
ahorro de consumos energéticos. La selección de estos profesionales se basó en
la experiencia en el desarrollo e implementación tecnológica de RS en la
industria cementera, tales como representantes las empresas alemanas Polysius,
Vecoplan y Refratechnik, FLSmidth (USA). El experto de Polysius, gracias a su
amplia práctica en evaluación económica, colaboró con los procedimientos de
cálculo de rentabilidad económica y el experto de Vecoplan, con el cálculo
aproximado de una planta recicladora. Para la administración de los RS se hizo
consultas a EMAS.
Las
variables de estudio fueron: costo del GN, consumo del GN, temperatura y
tiempo de resistencia, granulometría del material, cantidad de RS, calidad de
RS, poder calorífico neto de materiales, capacidad de generación de RS,
composición de los RS, costo de los RS y RS mayores y tóxicos.
Se realizó el análisis matemático de consumos energéticos, costos y volúmenes
de sustitución por AFRs.
RESULTADOS Y DISCUSIÓN
La
investigación se sintetiza en tres etapas: la primera se constituye en un
diagnóstico del municipio de Sucre con relación a la generación de RS y la
logística de almacenamiento; la segunda estuvo destinada a describir las
variables que intervienen en el co-proceso de combustibles alternos en la
industria del cemento en el contexto de este municipio; la tercera etapa,
presenta una propuesta para dicho co-proceso, incluye análisis técnico y
económico.
Problemática
de los RS en Sucre
La situación
problémica en torno a la generación de residuos en Sucre se puntualizada así:
El botadero municipal “La Esperanza” ha sobrepasado su capacidad de recepción;
se han implementado al alrededor de 247 botaderos clandestinos fuera de toda
reglamentación y control sanitario; los residuos líquidos pueden alcanzar
corrientes de agua subterránea; los riesgos medioambientales ante situaciones
no controladas se incrementan año tras año; existe peligro de explosiones por
altas concentraciones de metano en las capas enterradas; las reglamentaciones
municipales para separación de desechos sólidos son insuficientes; existe poca
motivación para aplicar tecnología en la administración de desechos sólidos;
hay desconocimiento del potencial energético/económico en materiales presentes
en los desechos sólidos; hay escasa conciencia del cuidado del medio ambiente
en la población; existe baja responsabilidad del individuo en el manejo de
desechos sólidos.
Por otra
parte, la producción de cemento implica: alto consumo energético; altos valores
de contaminación de CO2; el combustible utilizado en la industria local es el
gas natural (GN), un recurso no renovable; la disponibilidad de este
combustible frena el crecimiento tecnológico en la industria del cemento en la
región.
Análisis
de variables
Las
variables consideradas son las siguientes: costo del GN, consumo del GN,
temperatura y tiempo de resistencia, granulometría del material, cantidad de
RS, calidad de RS, poder calorífico neto de materiales, capacidad de generación
de RS, composición de los RS, costo de los RS y RS mayores y tóxicos. El
conjunto de estas variables juega un rol muy importante, permiten alcanzar la
utilización máxima del poder calorífico. Se presenta entonces una evaluación
técnico-administrativa de cada variable de interés.
Costo
del GN. Variable externa al proceso, principal
combustible en las cementeras nacionales dado que Bolivia es productor y
exportador de este. Asimismo, tiene un bajo costo comparado con otros países de
la región. Es importante también mencionar que el costo interno para el sector
industrial tiene una subvención de acuerdo con La Ley de Hidrocarburos que en
su Artículo 87 indica que los precios del mercado interno para el GN no podrán
sobrepasar el 50% del precio mínimo del contrato de exportación (HNC, 2005).
Consumo
del GN. Para analizar esta variable se consideró una
planta con cuatro fuentes de suministro de energía (GN, Carbón, Residuos de
Aceites, Neumáticos usados), con dos puntos establecidos para la utilización
del combustible primario: quemador principal y quemador en el calcinador
(FLSmidth, 2011). La relación de consumo promedio para una línea de producción
de 2000 tdc es de 40 % y 60 % respectivamente; asimismo, la relación de consumo
promedio para una línea de producción de 760 tdc es de 50 % y 50 % respectivamente
(Karstensen, 2012). En líneas generales un consumo referencial de una línea de
producción de 2000 tdc está por el orden de 7400 [Nm3/h], equivalentes a 4600
[Nm3/h] en el quemador principal y 2800 [Nm3/h] en el quemador del calcinador.
Para una línea de producción de 760 [Nm3/h] está por el orden de 2900 [Nm3/h],
equivalentes a 1400 [Nm3/h] en el quemador principal y 1500 [Nm3/h] en el
quemador del calcinador. Con estos datos se tiene un consumo anual para una
producción de 2000 tdc de 53 956 360 [Nm3] y para una producción de 760 tdc se
tiene un consumo anual de 16 506 492 [Nm3].
Tiempo
de residencia y temperatura de operación del proceso de calcinación. El tiempo de residencia consiste en el periodo de tiempo que requiere
la harina de crudo desde su ingreso en el cabezal de entrada del horno
rotatorio hasta su paso por el cabezal de salida transformada en clinker. La
temperatura de operación consiste en las temperaturas requeridas para la
transformación de la harina de crudo, mismas que se distribuyen en tiempo y
espacio (longitud dentro del horno). Ambas variables juegan un rol importante
en la combustión de materiales que puedan ser usados como combustibles
secundarios. El tiempo de residencia del fluido gaseo y del material en el
proceso permitirá tener un parámetro de partida del tiempo disponible para
lograr un aprovechamiento energético del AFRs.
Granulometría
del material. La liberación del poder calorífico de los RS
en cualquiera de los tres posibles puntos de ingreso dependerá de su granulometría.
Cantidad
y calidad de RS. Se debe cuantificar la cantidad y la calidad
de RS que se generan en el municipio de Sucre. El suministro de AFRs debe ser
constante, garantizando la fuente energética; es necesario conocer la cantidad
y los componentes de los residuos sólidos orgánicos e inorgánicos como ser:
plásticos, papel, cartón, neumáticos usados, grasa animal, harina de huesos,
residuos de madera, textiles.
Poder
calorífico neto de los materiales. Es la cantidad de
energía que puede liberar un material en la reacción química de oxidación,
permitirá determinar la cantidad de combustible primario que puede ser
reemplazado; valores altos involucran menor volumen requerido en la sustitución
con alta reducción de los costos energéticos y de disposición de RS. Por lo
general, se trabajará con un combustible heterogéneo que alcance poderes
caloríficos óptimos para ser utilizados en proceso de combustión. En la Tabla 1
se presenta los poderes caloríficos individuales de diversos materiales
conocidos, con datos de Karstensen (2012).
Tabla 1
Valor Calorífico Neto de AFRs
|
Combustible
|
Valor Calorífico Neto [MJ/kg]
|
|
Polietileno
|
46
|
|
Fuel oil
ligero / Diesel (para comparación)
|
42
|
|
Fuelóleo
pesado
|
40
|
|
Alquitrán
|
38
|
|
Grasa
de animal
|
37
|
|
Caucho
|
36
|
|
Aceites
usados, Residuos de refinería
|
30
a 40
|
|
Petcoke
|
33
|
|
Neumáticos
Usados
|
28
a 32
|
|
El
carbón bituminoso
|
27
|
|
Combustible
|
Valor Calorífico Neto [MJ/kg]
|
|
Polietileno
|
46
|
|
Fuel oil
ligero / Diesel (para comparación)
|
42
|
|
Fuelóleo
pesado
|
40
|
|
Alquitrán
|
38
|
|
Grasa
de animal
|
37
|
|
Caucho
|
36
|
|
Aceites
usados, Residuos de refinería
|
30
a 40
|
|
Petcoke
|
33
|
|
Neumáticos
Usados
|
28
a 32
|
|
El
carbón bituminoso
|
27
|
|
Líquido
de sustitución Combustible
|
20
a 30
|
|
Plástico
triturado
|
18
a 22
|
|
El
gas de vertedero
|
16
a 20 (por Nm3)
|
|
Harinas
animales
|
18
|
|
La
madera seca, la cáscara de arroz
|
16
|
|
Aserrín
impregnado
|
10
a 13
|
|
Lodos
de depuradora secos
|
10
|
|
Residuos
domésticos sin clasificar
|
8,5
|
Generación
de RS. Se sabe que en la gestión 2017 se generaron
en promedio 160 463,82 kg/día (aprox. 160 t/d) con una cobertura de recojo de
RS del 87 %. Se presenta la distribución por grupos generadores: domicilios
77%, empresas 13%, mercados 7%, hospitales 3%. La proyección para el año 2020
es de 198 t/d considerando un crecimiento poblacional de 3,7 %.
Composición
de los RS. Diferencia entre materia orgánica e
inorgánica que permitirá determinar las cantidades posibles a usar como recurso
energético, siendo de importancia para este estudio los materiales inorgánicos.
Costos
de los RS. Los materiales presentes en los RS tienen un
doble valor: energético y económico. Desde el punto de vista económico algunos
materiales como los plásticos o papel pueden ser reciclados y ser reutilizados
en industrias que requieran de esta materia prima. Los costos son los
siguientes: plástico blando 2,10 BOB/Kg; plástico duro 1,20 BOB/Kg; nylon 2,10
BOB/Kg; botellas PET 1,30 BOB/Kg; aluminio 5,50 BOB/Kg; y papel 1,30 BOB/Kg.
RS
mayores y tóxicos. Por RS se entenderá los neumáticos usados
tanto de unidades pequeñas, así como de transporte pesado. En la actualidad no
se está aprovechando su valor energético, pero sí se dan usos alternativos.
El
tratamiento de residuos líquidos provenientes de cambio de aceite en unidades
de transporte, así como aceite usado en la gastronomía tiene un tratamiento
especial para su deposición en el botadero municipal de Sucre. La cantidad
aproximada de aceites recolectados oscila por las 2 t/mes. En los últimos años
la Aduana Nacional ha intensificado su labor de control del contrabando
registrándose confiscación de sólidos y líquidos que deben ser eliminados; el
procedimiento a seguir es la destrucción y posterior deposición en los
botaderos.
El
análisis de las variables permitió determinar: 1) La sustitución de 20 % de GN
permite el co-proceso de 42,6 t/d de RS, generando un valor aproximado de
energía de 20 MW para una producción de 2 760 tdc; 2) La utilización de los RS
generados en el municipio de Sucre se ha incrementado en los últimos años; 3)
La generación de RS contiene cada vez mayores valores energéticos residuales y,
a la vez, se complica la problemática de su administración; 4) Continuar con
una eliminación de RS en botaderos municipales genera riesgos medioambientales
de contaminación de tierra/venas hidrológicas por lixiviados; 5) La
infraestructura existente en la planta cementera es una opción para la
eliminación de los RS en el municipio de Sucre.
Propuesta
para el co-proceso de combustibles alternos en la cementera local
El
co-proceso en una línea de producción de cemento implica la utilización de RS
como fuente energética en la sección de calcinación, donde se requieren altas
temperaturas para transformar la materia prima en clinker, componente principal
en la producción del cemento.
Se
analiza las posibilidades técnicas y económicas para la implementación del
co-proceso de combustibles alternos en FANCESA, en busca del uso racional y
optimizado de los recursos naturales y energéticos, para reducir costos y
proteger el medio ambiente, específicamente mediante la reducción de la emisión
de CO2.
Análisis técnico
El
análisis se basó en el siguiente escenario de producción de clinker: un horno rotatorio,
dos torres de precalentamiento DOPOL (Polysius) y SLC (FLSmidth). Capacidad de
producción nominal de la línea 2000 tdc. Una distribución esquemática de la
línea de producción es presentada en la Figura 1.
Figura 1
Flujograma horno rotatorio - torre DOPOL y SLC

Dadas las características actuales del quemador principal, la
posibilidad de uso de AFRs por este medio queda descartada. Ante ese escenario
quedan dos posibles puntos de ingreso de AFRs: antes del calcinador, a través de
modificaciones en el ducto terciario o en el calcinador, lo que implicaría modificaciones físicas del mismo.
Pruebas de laboratorio
La disponibilidad de equipos permitió realizar pruebas en dos
niveles de temperatura: primero, llegar a temperaturas hasta los 350 °C, que
son aquellas que comúnmente se alcanzan cuando se somete a un sólido a
combustionar; segundo, temperaturas de operación del sistema de calcinación en
las zonas más favorables, cercanas a los 900 °C.
Para lograr estas temperaturas se trabajó inicialmente con un
quemador Bunsen que permite someter al material a un proceso de combustión, con
la característica que al material no se aplica llama directa, sino que por
medio de transferencia de calor se logra que este inicie una autoignición. Sin
embargo, AFRs se presentan como un compuesto heterogéneo, con componentes que
no tienen el mismo punto de ignición; generando RS que requieren mayor
temperatura para poder liberar su poder calorífico, lo cual no es posible con
un quemador Bunsen. Esta limitante fue subsanada en un horno de inducción de
laboratorio (temperatura máxima alcanzable 1500 °C).
Con el objetivo de garantizar las calidad y estandarización del
producto final, se realizaron pruebas de variación de coloración en función a
la relación de AFRs y harina de crudo. Se observó variación de coloración que
podría afectar en la percepción de calidad que tiene el cliente final. No se
pudo generalizar los valores iniciales, relación AFRs/harina de crudo, así como
resultados finales de la prueba a otro tipo de AFRs.
Al tratarse solo de pruebas iniciales con bajas cantidades de AFR
no se llegó a realizar cromatografías, ni pruebas cristalográficas (equipo no
disponible en cementeras nacionales) del producto final.
Preparación granulométrica de los RS. Un factor
importante es lograr que los materiales a ser usados como AFR liberen todo su
poder calorífico en los puntos de introducción al sistema, dejando como único
residuo cenizas que no pueden ser combustionadas. Este residuo en un porcentaje
será captado en filtros o saldrán con el producto final. Por lo tanto, se debe
evitar RS no combustionados circulando en el sistema que puedan ocasionar
obstrucciones. Esto sólo puede ser logrado si la granulometría de los AFRs está
por debajo de los 30 mm. En el presente trabajo se tuvo AFRs con dimensiones de
partida de 600 x 800 x 900 mm, 20 x 55 x 85 mm, valores que están por encima
del límite recomendado.
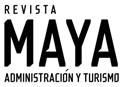
Para poder reducir el material dentro del rango permitido se
procedió al diseño y construcción de una trituradora apta para materiales
blandos. Según se observa en la Figura 2 la trituradora consta de los
siguientes componentes básicos: tolva de recepción de materiales, cuchillas
trituradoras, motor eléctrico de accionamiento 3 fases, tolva de recepción
material triturado, ducto de salida para ingreso al sistema.
Figura 2
Diseño de la trituradora y de las cuchillas de corte
Pruebas de ingreso de RS. El sistema de calcinación, en el presente trabajo, permite el ingreso
sin ninguna modificación al equipo original en sólo dos secciones: cabezal de
salida del horno y ducto de aire terciario.
Primero se probó ingresando los RS por el
cabezal de salida del horno, bajo las siguientes condiciones: el cabezal de
salida del horno contiene el clinker; el ingreso del material permite la
introducción del orden de 300 x 300 x 500 mm, se subdividió en elementos de 300
x 300 x 100 mm; las temperaturas de ingreso en esta sección llegan a un máximo
de 1350 °C, si bien esta temperatura permite la auto ignición del material este
cae a las parrillas de enfriamiento donde la temperatura es rápidamente
reducida a los 200 °C para fijar la formación de belita y evitar la formación
de alita que en procesos posteriores incrementa el consumo de energía en la
molienda.
Como resultado de las pruebas se tuvo dos
problemas a resaltar: El producto final se ve drásticamente afectado al
presentar RS; no se libera totalmente el poder calorífico, por lo tanto, el
aporte energético es casi nulo.
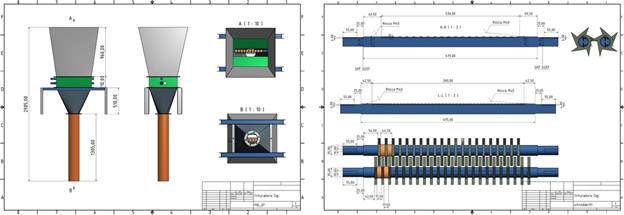
Entonces, se probó ingresando los RS por el
ducto de aire terciario, bajo las siguientes condiciones: la temperatura de
circulación de los gases que provienen del cabezal de salida bordea los 900
°C; estos gases calientes cruzan el calcinador donde incrementa la temperatura
por la combustión del GN que se produce en el calcinador; con base en los
análisis de combustión, en los cuales se determinó temperaturas de auto
ignición de 350 °C y combustión completa de los residuos remanentes a temperaturas
superiores a esta, el punto de ingreso por el ducto de aire terciario se ve
como el punto de ingreso de AFRs más favorable; el tamaño de los AFRs no debe
exceder los 30 mm; al entrar en contacto con los gases calientes a 900 °C se
procede a una auto ignición y al hacer su recorrido hacia el calcinador se
tiene un tiempo de residencia de 4 - 5 segundos, suficientes como para
combustionar completamente el material residual a temperaturas mayores a los
900 °C; las cenizas pueden seguir dos caminos, separación del proceso por
medio del Filtro By-Pass o salir con el clinker en cantidades menores.
Figura 3
Flujo de aire terciario
En la Figura 3 se muestra de forma esquemática el flujo de los
gases calientes, así como el punto de ingreso de AFRs sin modificaciones al
sistema original. Como resultado de las pruebas se consideró adecuado optar por
ingresar los RS por el ducto de aire terciario.
Equipos e instalaciones requeridos. La obtención de
material que pueda ser utilizado como combustible alternativo requiere un
proceso previo de segregación y selección de los RS. Para este proceso se
requiere una planta de selección de RS, que implicará un proceso igual al que
se muestra en la Figura 4.
Figura 4

Representación
gráfica de la planta de selección de RS
Esta nueva planta de selección y preparación de materiales deberá
constar de los siguientes componentes básicos fuera y dentro de la planta:
Línea de preparación de RS fuera de planta; trituradora de neumáticos usados en
la planta; equipo adicional para el co-proceso en la planta.
Se estima que la inversión de la planta está entre EUR 3 000 000 y
EUR 4 500 000, según estimaciones iniciales por parte de VECOPLAN. El monto
excluye instalaciones de obras civiles, así como costos de transporte e
internación de la maquinaria desde Alemania hasta Sucre. La línea de separación
de materiales tendrá un requerimiento estimado de 8 puestos de trabajo con una
capacidad de procesamiento de 20 t/d, equivalentes a aproximadamente 200 kg/h
por puesto de trabajo.
Análisis Económico
El cálculo demostrativo de los consumos y costos de GN con una
sustitución de AFRs se realizó con base a los siguientes datos de partida: (a)
capacidades de producción de clinker; (b) horas de trabajo 7500 h/a,
equivalentes a 312 días; (c) poder calorífico de los AFRs: 18 000 kJ/kg.
La producción de clinker hace referencia a las líneas de
calcinación. Las 7.500 h/a contempla una parada de 45 días que normalmente es
usada para efectos de mantenimiento, es decir, no existe producción de clinker
en este periodo de tiempo. El poder calorífico es un promedio de una mezcla
homogenizada, poderes caloríficos más altos pueden ser obtenidos en caso de
usar elementos individuales (ver Tabla 1).
Cálculo teórico de costos por consumo de
GN
El cálculo demostrativo de los consumos y costos de GN con una
sustitución de AFRs se realizó con base en una planta de producción de 2000
tdc, con un consumo energético de 40% en el quemador principal y 60% en el
quemador del calcinador. El poder calorífico es un promedio de una mezcla
homogenizada, poderes caloríficos más altos pueden ser obtenidos en caso de
usar elementos individuales
Cálculo de energía por hora quemador principal:

Consumo de GN en el quemador principal:

Cálculo de energía por hora quemador calcinador:

Consumo de GN en el calcinador considerando un 20% de sustitución
de AFRs:

Gastos anuales de GN en el quemador principal:

Gastos anuales de GN en el calcinador:

Costos anuales de AFR substituido en el calcinador:

El ahorro anual estará dado por la diferencia de costo anual bajo
una producción únicamente con GN y costo total incluida la sustitución por AFR
en el sistema de calcinación resultando: Ahorro = EUR 3 122 987–EUR 2 761 293 =
EUR 361 694
La producción actual de la cementera tiene un consumo energético
inverso al teórico, es decir, que el 60% del GN llega a ser consumido en el
quemador principal y 40% en el quemador del calcinador. Bajo este escenario y
siguiendo el procedimiento de cálculo anterior se llega a un ahorro de EUR 241
811.
La segunda línea de producción con 760 tdc presenta los siguientes
datos técnicos de partida: consumo energético especifico de 937 kcal=kg x cl y
consumo energético de 49% en el quemador principal y 51% en el quemador del
calcinador.
Cálculo de energía por hora quemador principal:

Consumo de GN en el quemador principal:

Cálculo de energía por hora quemador calcinador:

Consumo de GN en el Calcinador considerando un 20% de sustitución
de AFRs:

Gastos anuales GN en el quemador principal:

Gastos anuales GN en el calcinador:

Costos anuales de AFR substituido en el calcinador:

El ahorro anual estará dado por la diferencia de costo anual bajo
una producción únicamente con GN y costo total incluida la sustitución por AFR
en el sistema de calcinación resultando: Ahorro = EUR 1 255 046 – EUR 1 132
538,57 = EUR 122 507.
El escenario actual contempla 2 líneas de producción de 2 000 tdc
y 760 tdc. Se tiene prevista la implementación de una nueva línea de
producción, con sección de calcinación
a 18 km de distancia de la Planta Cal-Orcko. Esta nueva línea
tendrá una capacidad de
2 000 tdc, con las características propias del consumo energético,
es decir, 40% quemador principal y 60% quemador calcinador, siendo los
resultados a obtener aquellos del primer análisis. Por lo tanto, el ahorro
económico anual bajo el escenario actual sería de: EUR 241 811 + EUR 122 507 =
EUR 364 318.
Considerando la nueva línea de producción:
EUR 241 811 + EUR 122507 + EUR 361 694 = EUR 726 012
Cálculo de volúmenes de
AFRs en el co-proceso
El volumen requerido para una sustitución inicial de 20% de GN por
AFRs tiene estrecha relación con los cálculos realizados previamente.
Para una línea de producción de 2 000 tdc se tiene:

Por lo tanto, el volumen total de AFRs por día será del orden de:

Para una línea de producción de 760 tdc se tiene un volumen de
AFRs en el calcinador de:

Por lo tanto, el volumen total de AFRs por día será del orden de:

En el escenario actual con una producción de 2 760 tdc en el
municipio de Sucre, con un 20% de sustitución inicial de GN por AFR, pueden ser
co-procesados 42,6 t/d de RS. Con una nueva línea de 2 000 tdc se obtendrían,
teóricamente, 30 t=d adicionales de RS que pueden ser co-procesados, haciendo
un total de 72,6 t/d.
Costo referencial de
consumo de GN
Los costos anuales referenciales en el consumo de GN para una
producción de 2 760 tdc, toman como datos de partida el consumo de GN de la
planta Cal Orcko (FANCESA,
2019).
Cálculo del retorno de
la inversión ROI
Con una inversión inicial de EUR 4 500 000 en equipos requeridos
para la preparación de AFRs que cumplan las condiciones para el co-proceso en
la industria cementera, y asumiendo EUR 5 500 000 necesarios para el
transporte, costos de importación, maquinaria adicional (volquetas y palas e
infraestructura en obras civiles); se tiene una inversión que de EUR 10 000
000.
Teniendo una inversión inicial de EUR 10 000 000 y un ahorro anual
de EUR 726 012 puede ser calculado el ROI Primario:

El resultado indica que la inversión se amortizará en 13 años y 9
meses. Por lo que se puede concluir que los volúmenes de RS cualitativamente
como cuantitativamente permiten su uso como un combustible alternativo.
Inicialmente en el ahorro de costos en la producción del cemento. Los
materiales en los RS del municipio de Sucre pueden ser segregados en orgánicos
e inorgánicos. La restricción de considerar a los RS como un recurso natural,
involucra una segregación de materiales en papel, cartón, plásticos, neumáticos
usados y metales, donde serán revalorizados para un reciclado o de acuerdo con
su poder calorífico. Una vez segregados, se propone el co-proceso de material
inorgánico en la planta cementera local.
Con una capacidad instalada de 2 760 tdc y una proyección de 5 330
tdc, en los próximos años se permitirá la eliminación por co-proceso de 30
toneladas/día de RS.
El
consumo volumétrico de 7,5 Millones m3/mes de GN a un costo
subvencionado de 1,70 USD/MPC, para una producción óptima de la capacidad total
instalada en la cementera local, equivale a USD 450 000 por mes. Un
Benchmarking internacional bajo este escenario daría resultados erróneos en
referencia a ahorros energéticos y desarrollo tecnológico. La industria
cementera local, no ha considerado establecer nuevas estrategias empresariales
de sostenibilidad, con una visión prospectiva de sustitución del GN.
El
co-proceso de RS en la industria cementera local significaría un ahorro
aproximado de EUR 725 000 por año, a una sustitución inicial de 20% del GN,
considerando el precio subvencionado del mismo con un valor energético de 20
MW. Con un precio de GN igual al precio de venta internacional fijado a 8
USD/MPC se tiene un ahorro anual de USD 3 300 000.
Se
calculó un ROI de 13 años y 9 meses, tiempo razonable si se toma en cuenta los
beneficios sociales y la protección al medio ambiente que se obtendría. El ROI
baja radicalmente su valor a menos de 4 años si se considera la eliminación de
la subvención del GN.
Para
garantizar el suministro constante con poderes caloríficos del orden de 22 000
Kcal/kg es necesaria una planta de selección de materiales de los RS. Para la
curva de aprendizaje actual VECOPLAN calcula 20 t/d incluidas llantas usadas a
ser trituradas.
La
utilización de RS en la industria cementera involucra factores adicionales que
deben ser considerados, como ser: desgaste de los ladrillos refractarios;
desgaste de la virola del horno rotatorio, estabilidad óptima de producción del
horno, entre otros.
Dada
la cercanía del actual Botadero Municipal “Lechuguillas” a la Planta Cal-Orcko
y la implementación de la nueva línea de calcinación por la Zona de la
Zapatera, se deberá hacer un análisis detallado de la ubicación optima de la
Planta de Manejo de RS.
CONCLUSIONES
El
co-proceso permite la sustitución de hasta el 100% de combustibles fósiles no
renovables. En un rango inicial entre 10% y 25%, debido a la curva de
aprendizaje local actual con estos combustibles; la sustitución representaría
cantidades significativas en toneladas de combustibles y AFRs, permitiendo la
eliminación de RS en una sinergia entre el municipio y FANCESA, que promueva el
desarrollo sostenible aplicando conocimiento tecnológico; es decir, situación
ganar/ganar/ganar entre la industria, la ecología y la sociedad. Esta
iniciativa de un trabajo conjunto para la solución tecnológica de un problema
de la sociedad puede ser replicada en otras regiones.
Este
co-proceso de RS hace énfasis en el aprovechamiento energético de neumáticos
usados; al respecto, los bajos volúmenes de producción iniciales pueden ayudar
al proceso de curva de aprendizaje en la estabilización del horno rotatorio
cuando se trabaja con este tipo de combustibles.
Para
esta investigación los RS fueron considerados como fuente alternativa de
energía y en ninguna instancia como material alternativo adicional para la
fabricación del cemento, por lo tanto, no es necesaria una re-clasificación del
tipo de cemento que actualmente se produce. La implementación del co-proceso
permitiría a la cementera local ser acreedora de “Bonos de Carbón” emitidos por
el BID como premio a empresas que mejoren tecnológicamente la reducción de CO2.
Estas están en el orden de EUR 5 a EUR 29 por tonelada de CO2. Este
análisis propone un estudio intensivo de la utilización de RS en la industria
cementera, específicamente: el grado de influencia en el proceso de producción
de cemento, es decir, tipos y cantidades de materiales a usar, así como
desgaste y fluctuaciones de producción. Asimismo, considera como base las instalaciones
actuales del proceso de calcinación, es decir, la maquinaria ya instalada y que
cumple con todos los requerimientos tecnológicos para el co-proceso.
Según
figuras jurídicas internacionales los RS son considerados como recursos
naturales y en el ámbito local se desaprovechan, siendo que estos pueden ser
utilizados de una manera eficiente para la generación de energía en la
industria.
Se
considera que la utilización de RS que permita una autosuficiencia energética
significaría un avance tecnológico en el ahorro de combustibles fósiles
tradicionales y permitiría además que Sucre sea considerada una ciudad verde
ecológica a niveles internacionales. Por la envergadura del presente estudio se
recomienda tener a este como un punto de partida para futuros estudios en
referencia a la Industria Cementera y AFRs (RS) o alternativas de generación de
Energía Eléctrica en base a AFRs.
REFERENCIAS
BID. (2011). Informe Anual 2010. Banco
Interamericano de Desarrollo
Braun, H. (2002). Sekundärbrennstoffeinsatz in der
Zementindustrie - vom Altreifen bis zum Tiermehl, vol. 1. Lafarge Centre
Technique Europe Centrale GmbH
Bosold, R. D. & Pickhardt. (2014). Zemente und
ihre Herstellung. Verein Deutscher Zement- werke e.V.
CEMBUREAU. (2009). Sustainable Cement Production
Co-Processing of Alternative Fuels and Raw Materials in the European Cement
Industry, vol. 1
Duda, W. (1985), Internationale Verfahrenstechniken
in der Zementindustrie. Bauverlag BV GmbH
EMAS. (2014). Servicio y Seguridad. Entidad
municipal de aseo urbano Sucre
FANCESA. (2019). Memoria anual FANCESA 2018. Bolivia
FLSmidth. (2011). Preheater Calciner Systems. FLSmidth
FLSmidth. (2013). Pyro
Processing Operations and Maintenance. FLSmidth
Institute
Gante, C. H. (2007). Reduction of CO2
emissions from cement plants (Master's thesis, University of Waterloo)
Goetz-Neunhoeffer,
F., Klaus, S., Neubauer, J., Stöber, S., Redhammer, G., Schorr, S., ... &
Beuchle, G. P. (2012). Stemmermann Reducing the CO 2 Footprint of Inorganic
HNC. (2005). Ley de Hidrocarburos 3058.
Honorable Congreso Nacional
INE, BOLIVIA. Crecimiento
intercensal municipios. Instituto Nacional de Estadísti- ca, 2018
Karstensen, K. (2012). Co-processing of alternative
fuels and raw materials and treatment of organic hazardous wastes in Cement
kilns International experiences and best practice. SINTEF
Kropp, O. (2012). 6 KrWG - Abfallhierarchie, vol. 1.
Weka Media GmbH & Co. KG
Loesche. (2009). Loesche Automatisierungstechnik.
Loesche
Ludwig, H. (2013). Gegenwärtige und zukünftige
Zemententwicklungen vor dem Hintergrund der
CO2-Reduzierung. INFRAKON - Universität Weimar
Polysius.
(2008). Polysius Zement Engineering made by Polysius.
Polysius